






PETG-filamento kun multkoloraj koloroj por 3D-presado, 1,75 mm, 1 kg
Produktaj Trajtoj

✔️100% ne-nodita-Perfekta filamenta volvado kongrua kun plej multaj DM/FFF 3D-printiloj. Vi ne devas elteni presmalsukceson.fpost 10 horoj da presado aŭ pli pro implikiĝinta problemo.
✔️Pli bona fizika forto-Bona fizika forto ol PLA. Ne-fragila recepto kaj bona tavolligforto ebligas funkciajn partojn.
✔️Pli alta temperaturo kaj ekstera agado-20°C-a labortemperaturo pli alta ol PLA-filamento, bona kemia kaj sunbrila rezisto, taŭga eĉ por subĉiela apliko.
✔️Neniu varpigado kaj Preciza Diametro-Bonega unuatavola adhero por redukti misformiĝon, ŝrumpiĝon, ondiĝon kaj presfiaskon. Bona diametrokontrolo.
| Marko | Torwell |
| Materialo | Ĉielverda K2012/PN200 |
| Diametro | 1,75mm/2,85mm/3,0mm |
| Neta pezo | 1 kg/bobeno; 250 g/bobeno; 500 g/bobeno; 3 kg/bobeno; 5 kg/bobeno; 10 kg/bobeno |
| Malneta pezo | 1.2Kg/bobeno |
| Toleremo | ± 0,02mm |
| Longo | 1,75 mm (1 kg) = 325 m |
| Stokado-medio | Seka kaj ventolita |
| Sekiga Agordo | 65˚C dum 6 horoj |
| Subtenaj materialoj | Apliku kun Torwell HIPS, Torwell PVA |
| Atestada Aprobo | CE, MSDS, Reach, FDA, TUV, SGS |
| Kongrua kun | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker kaj aliaj FDM 3D-printiloj |
| Pakaĵo | 1kg/bobeno; 8 bobenoj/kato aŭ 10 bobenoj/kato sigelita plasta sako kun sekigiloj |
Pli da Koloroj
Koloro Disponebla
| Baza koloro | Blanka, Nigra, Ruĝa, Blua, Flava, Verda, Griza, Arĝenta, Oranĝa, Travidebla |
| Alia koloro | Personigita koloro haveblas |

Ĉiu kolora filamento, kiun ni fabrikas, estas formulita laŭ norma kolorsistemo kiel ekzemple la Pantone Kolorkongruiga Sistemo. Ĉi tio gravas por certigi koheran kolornuancon kun ĉiu aro kaj ankaŭ permesi al ni produkti specialajn kolorojn kiel ekzemple Multkolorajn kaj Specialajn kolorojn.
La montrita bildo estas reprezento de la aĵo, la koloro povas iomete varii pro la koloragordo de ĉiu individua ekrano. Bonvolu duoble kontroli la grandecon kaj koloron antaŭ aĉeto.
Modela Ekspozicio

Pakaĵo
TOrwellPETG-filamento venas en sigelita vakuosako kun sekiga sako, facile konservu vian 3D-printilfilamenton en optimuma stokadokondiĉo kaj libera de polvo aŭ malpuraĵo.

1kg rulaĵo de PETG-filamento kun sekigilo en vakua pakaĵo.
Ĉiu bobeno en individua skatolo (Torwell-skatolo, neŭtrala skatolo, aŭ personigita skatolo havebla).
8 skatoloj en kartono (kartona grandeco 44x44x19cm).
Kiel Stokado
1. Se vi lasos vian presilon neaktiva dum pli ol kelkaj tagoj, bonvolu retiri la filamenton por protekti la presil-ajuton.
2. Por plilongigi la vivdaŭron de via filamento, bonvolu remeti la malsigelitan filamenton en la originalan vakuan sakon kaj konservi ĝin en malvarmeta kaj seka loko post la presado.
3. Kiam vi stokas vian filamenton, bonvolu enkonduki la lozan finon tra la truoj sur la rando de la filamenta bobeno por eviti volvadon, por ke ĝi eniru ĝuste kiam vi uzos ĝin la sekvan fojon.
Fabrika Instalaĵo

Oftaj Demandoj
A: la materialo estas farita per plene aŭtomatigita ekipaĵo, kaj la maŝino aŭtomate volvas la draton. ĝenerale, ne estos problemoj pri volvado.
A: nia materialo estos bakita antaŭ produktado por malhelpi la formiĝon de vezikoj.
A: la dratodiametro estas 1,75mm kaj 3mm, estas 15 koloroj, kaj ankaŭ eblas personecigi la koloron, kiun vi deziras, se estas granda mendo.
A: ni vakuos la materialojn por malseketigi la konsumaĵojn, kaj poste metos ilin en la kartonan skatolon por protekti ilin kontraŭ difektoj dum transportado.
A: ni uzas altkvalitajn krudmaterialojn por prilaborado kaj produktado, ni ne uzas reciklitan materialon, ajutmaterialojn kaj duarangan prilaboran materialon, kaj la kvalito estas garantiita.
A: jes, ni faras negocojn en ĉiu angulo de la mondo, bonvolu kontakti nin por detalaj liverkostoj.
| Denseco | 1.27 g/cm³3 |
| Indekso de fandfluo (g/10min) | 20(250℃/2.16kg) |
| Varmodistorda Temperaturo | 65℃, 0.45MPa |
| Tirstreĉa forto | 53 MPa |
| Plilongigo ĉe Paŭzo | 83% |
| Fleksforto | 59.3MPa |
| Fleksmodulo | 1075 MPa |
| IZOD-Efikforto | 4.7kJ/㎡ |
| Daŭripovo | 8/10 |
| Presebleco | 9/10 |
Post kiam vi majstros la bazaĵojn por presado per PETG, vi trovos, ke ĝi estas facile printebla kaj bone rezultas en larĝa temperaturintervalo. Ĝi estas bonega eĉ por grandaj ebenaj presaĵoj pro sia tre malalta ŝrumpado. Kombinaĵo de forto, malalta ŝrumpado, pli glata finpoluro kaj pli alta varmorezisto faras PETG idealan ĉiutagan alternativon al PLA kaj ABS.
Aliaj trajtoj inkluzivas bonegan tavolan adheron, kemian reziston inkluzive de acidoj kaj akvo.OrwellPETG-filamento karakteriziĝas per konstanta kvalito, alta dimensia precizeco kaj estis amplekse testita sur diversaj printiloj; donante tre fortajn kaj precizajn presaĵojn.
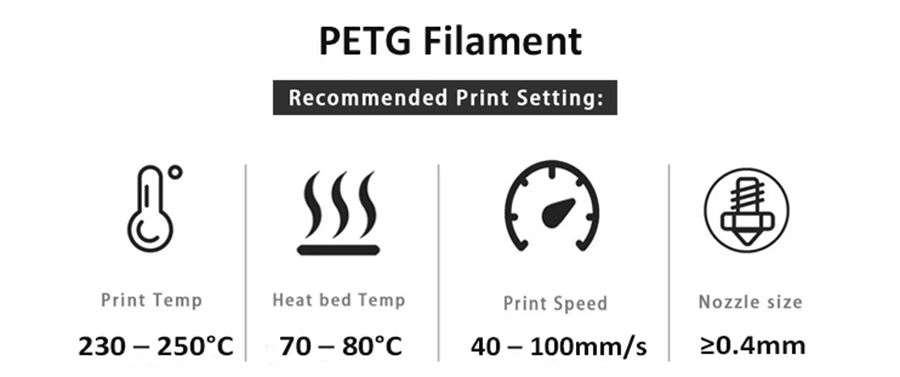
| Ekstrudila Temperaturo (℃) | 230 – 250℃ Rekomendita 240℃ |
| Littemperaturo (℃) | 70 – 80°C |
| Ajuto Grandeco | ≥0.4mm |
| Ventolilo-rapideco | MALALTA por pli bona surfaca kvalito / MALALTA por pli bona forto |
| Presrapideco | 40 – 100mm/s |
| Hejtita Lito | Bezonata |
| Rekomenditaj Konstruaj Surfacoj | Vitro kun gluo, Maskopapero, Blua Glubendo, BuilTak, PEI |
- Vi ankaŭ povas eksperimenti inter 230°C kaj 250°C ĝis atingi idealan preskvaliton. 240°C estas ĝenerale bona deirpunkto.
- Se partoj ŝajnas malfortaj, pliigu la prestemperaturon.PETG atingas maksimuman forton je ĉirkaŭ 250°C
- La ventolilo por malvarmigo de tavoloj dependas de la presita modelo. Grandaj modeloj ĝenerale ne bezonas malvarmigon, sed partoj/areoj kun mallongaj tavolotempoj (malgrandaj detaloj, altaj kaj maldikaj, ktp.) eble bezonas iom da malvarmigo, kutime ĉirkaŭ 15% sufiĉas, por ekstremaj elstaraĵoj oni povas atingi maksimumon de 50%.
- Agordu la temperaturon de via presplato al proksimume75°C +/- 10(pli varma por la unuaj kelkaj tavoloj se eble). Uzu glubastonon por optimuma algluiĝo de la tavolo.
- PETG ne bezonas esti premita sur vian varmigitan liton, vi volas lasi iomete pli grandan interspacon sur la Z-akso por permesi pli da spaco por ke la plasto kuŝu. Se la eltrudila ajuto estas tro proksima al la lito, aŭ antaŭa tavolo, ĝi ŝvebos kaj kreos ŝnuretojn kaj amasiĝon ĉirkaŭ via ajuto. Ni rekomendas komenci movi vian ajuton for de la lito en 0,02 mm pliigoj, ĝis ne plu ŝvebos dum presado.
- Presu sur vitron per gluobastono aŭ via plej ŝatata pressurfaco.
- Plej bona praktiko antaŭ ol presi ajnan PETG-materialon estas sekigi ĝin antaŭ uzo (eĉ se nova), sekigi je 65°C dum almenaŭ 4 horoj. Se eble, sekigi dum 6-12 horoj. Sekigita PETG devus daŭri ĉirkaŭ 1-2 semajnojn antaŭ ol devi esti resekigita.
- Se la presaĵo estas tro fibreca, ankaŭ provu iom sub-eltrudi. PETG povas esti sentema al troa eltrudado (ŝprucado ktp.) - se vi spertas tion, simple iomete ŝanĝu la eltrudadan agordon sur la tranĉilo ĉiufoje ĝis ĝi ĉesas.
- Neniu floso. (se la presplato ne estas hejtita, konsideru uzi randon anstataŭe, 5 aŭ pli da mm larĝa.)
- Presrapideco de 30-60 mm/s








