PLA 3D-printila filamento ruĝa koloro
Produktaj Trajtoj

- Senŝtopa kaj Senvezika:Dizajnita kaj fabrikita por garantii glatan kaj stabilan pressperton per ĉi tiuj PLA-reŝargiloj. Kompleta sekiĝo dum 24 horoj antaŭ pakado kaj vakue sigelita per sekigiloj en PE-sako.
- Senimplikiĝo kaj Senhumideco:Ruĝa PLA-filamento TORWELL 1.75mm estas zorge volvita por eviti implikiĝojn. Ĝi estas sekigita kaj vakue sigelita en PE-sako kun sekigilo. Bonvolu trapasi la filamenton tra la fiksa truo por eviti implikiĝojn post uzo.
- Kostefika kaj Larĝa Kongrueco:Kun pli ol 11 jaroj da sperto en esplorado kaj disvolvado de 3D-filamentoj, kaj miloj da tunoj da filamentoj produktitaj ĉiumonate, TORWELL kapablas fabriki ĉiajn filamentojn grandskale kun altkvalita kvalito, kio kontribuas al kostefika kaj fidinda 3D-filamento por la plej oftaj 3D-printiloj, kiel ekzemple MK3, Ender 3, Monoprice FlashForge kaj pli.
| Brando | TOrwell |
| Materialo | Norma PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Diametro | 1,75mm/2,85mm/3,0mm |
| Neta pezo | 1 kg/bobeno; 250 g/bobeno; 500 g/bobeno; 3 kg/bobeno; 5 kg/bobeno; 10 kg/bobeno |
| Malneta pezo | 1.2Kg/bobeno |
| Toleremo | ± 0,02mm |
| Stokado-medio | Seka kaj ventolita |
| Dsekanta scenaro | 55˚C dum 6 horoj |
| Subtenaj materialoj | Apliki kunTOrwell HIPS, Torwell PVA |
| Atestada Aprobo | CE, MSDS, Reach, FDA, TUV kaj SGS |
| Kongrua kun | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker kaj aliaj FDM 3D-printiloj |
| Pakaĵo | 1kg/bobeno; 8 bobenoj/kato aŭ 10 bobenoj/kato sigelita plasta sako kun sekigiloj |
Karakteroj
* Senŝtopa kaj Senvezika
* Malpli-implikiĝinta kaj Facile Uzebla
* Dimensia Precizeco kaj Konsekvenco
* Neniu Varpado
* Mediprotekta
* Vaste uzata
Pli da Koloroj
Koloro Disponebla:
| Baza koloro | Blanka, Nigra, Ruĝa, Blua, Flava, Verda, Naturo, |
| Alia koloro | Arĝenta, Griza, Haŭta, Ora, Roza, Purpura, Oranĝa, Flavora, Ligna, Kristnaska verda, Galaksia blua, Ĉielblua, Travidebla |
| Fluoreska serio | Fluoreska Ruĝa, Fluoreska Flava, Fluoreska Verda, Fluoreska Blua |
| Luma serio | Luma Verdo, Luma Bluo |
| Kolorŝanĝanta serio | Bluverda ĝis flava verda, Blua ĝis blanka, Purpura ĝis Rozkolora, Griza ĝis Blanka |
| Akcepti Klientan PMS-Koloron | |

Modela Ekspozicio

Pakaĵo
1kg rulaĵoPLA 3D-printila filamentokun sekigilo en vakua pakaĵo
Ĉiu bobeno en individua skatolo (Torwell-skatolo, neŭtrala skatolo, aŭ personecigita skatolo havebla)
8 skatoloj po kartono (kartona grandeco 44x44x19cm)

Fabrika Instalaĵo

Konsiloj por 3D-presado
1. Ebenigu la liton
Antaŭ presado, vi povas uzi paperfolion por determini la distancon inter la ajuto kaj la presplato je pluraj punktoj trans la presplato. Aŭ vi povas instali sensilon por niveligi la presplaton por aŭtomatigi la procezon.
2. Agordante la idealan temperaturon
Malsamaj materialoj havos malsamajn idealajn temperaturojn. Ankaŭ la ĉirkaŭaĵo faros ke la ideala temperaturo estu malgranda diferenco. Se la prestemperaturo estas tro alta, la filamento estos ŝnuroj. Dum se ĝi estas tro malrapida, ĝi ne algluiĝos al la presplato aŭ kaŭzos problemojn pri volvado. Vi povas ĝustigi ĝin laŭ la instrukcioj pri la filamento aŭ kontakti nian teknikiston por subteno.
3. Purigado per purigfilamento aŭ ŝanĝo de la ajuto antaŭ presado estas efika maniero redukti blokiĝon.
4. Stoku la filamenton ĝuste.
Uzu la vakuan pakaĵon aŭ sekan skatolon por teni ĝin seka.
Kial la filamento ne facile algluiĝas al la konstruplato?
- Temperaturo.Bonvolu kontroli la temperaturon (plato kaj ajuto) antaŭ presado kaj agordi ĝin taŭga;
- Nivelado.Bonvolu kontroli ĉu la lito estas ebena, certigu ke la ŝprucigilo ne estas tro malproksime aŭ tro proksime al la lito;
- Rapido.Bonvolu kontroli ĉu la presrapideco de la unua tavolo estas tro rapida.
Kontaktu nin por pliaj detaloj info@torwell3d.com.
| Denseco | 1.24 g/cm³3 |
| Indekso de fandfluo (g/10min) | 3.5(190℃/2.16kg) |
| Varmodistorda Temperaturo | 53℃, 0.45MPa |
| Tirstreĉa forto | 72 MPa |
| Plilongigo ĉe Paŭzo | 11.8% |
| Fleksforto | 90 MPa |
| Fleksmodulo | 1915 MPa |
| IZOD-Efikforto | 5.4 kJ/㎡ |
| Daŭripovo | 4/10 |
| Presebleco | 9/10 |
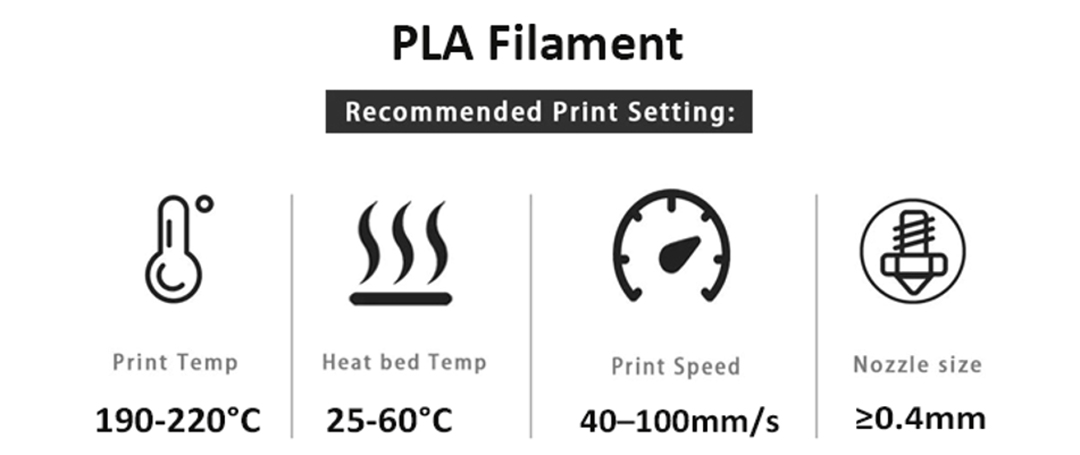
| Ekstrudila Temperaturo (℃) | 190 – 220℃ |
| Littemperaturo (℃) | 25 – 60°C |
| Ajuto Grandeco | ≥0.4mm |
| Ventolilo-rapideco | Je 100% |
| Presrapideco | 40 – 100mm/s |
| Hejtita Lito | Laŭvola |
| Rekomenditaj Konstruaj Surfacoj | Vitro kun gluo, Maskopapero, Blua Glubendo, BuilTak, PEI |